
年归档: 2021
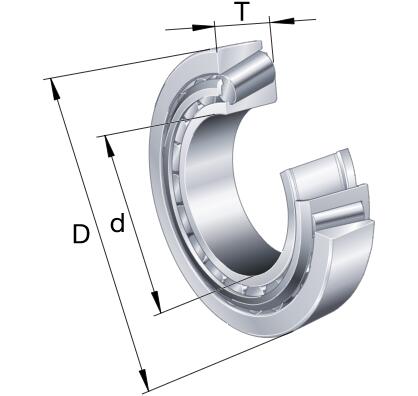
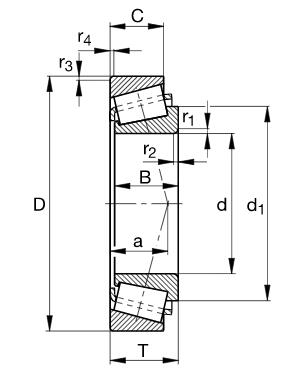

风力发电机主轴用FAG调心滚子轴承的几何尺寸
风力发电机主轴用FAG调心滚子轴承的几何尺寸
优化FAG轴承内部几何尺寸的目的是为了提高其可靠性。为了降低次表层疲劳的风险,内部尺寸在宏观几何尺寸和微观几何尺寸两方面都进行了优化。
微观FAG调心滚子轴承几何尺寸
对于作为主轴定位轴承的FAG调心滚子轴承,在微观几何尺寸进行了以下优化:
- 优化的表面质量,使接触应力更加均匀,并减小FAG轴承内部的摩擦
- 更紧的密合度以减小接触应力 p 值
- 修形FAG轴承滚动体可降低表面起源失效指标。
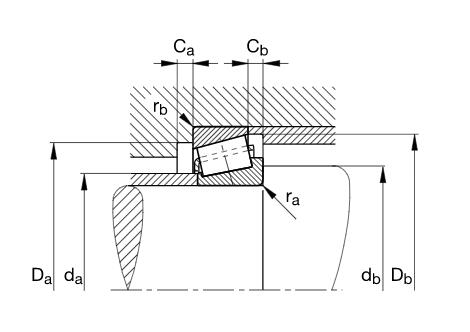
宏观FAG调心滚子轴承几何尺寸
对于作为主轴定位轴承的FAG调心滚子轴承,在宏观几何尺寸进行了以下优化:
- 缩减FAG轴承内部游隙公差以优化运行游隙,并降低接触应力和传动链的轴向窜动
- 固定FAG轴承中档边可提高轴向刚度,从而减小传动链的轴向滑动距离。
FAG轴承 6008-2RSR 深沟球轴承
FAG轴承 6008-2RSR 深沟球轴承
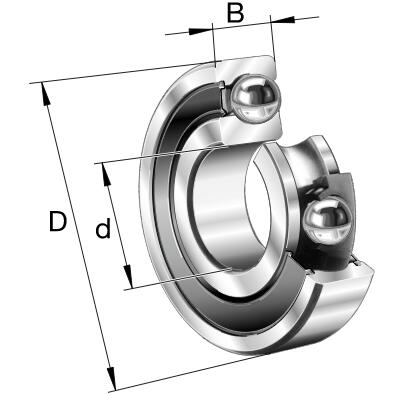
FAG深沟球轴承是带有实心外圈、内圈及球和保持架组件的万用、自留深沟球轴承。FAG深沟球轴承设计简单,使用寿命长并且易于维护;FAG深沟球轴承可分为单列深沟球轴承及双列深沟球轴承设计和开口和密封设计。由于所使用的生产技术,开口FAG深沟球轴承轴承仍可以转入外圈上的凹陷处以密封或保护。
此款FAG深沟球轴承两侧带有密封唇


| d | 40 mm | |
| D | 68 mm | |
| B | 15 mm |
| D2 | 61,6 mm | |
| Da max | 63,4 mm | |
| d1 | 43,3 mm | |
| da min | 44,6 mm | |
| ra max | 1 mm | |
| rmin | 1 mm |
| m | 0,189 kg | 质量 |
| Cr | 17800 N | 基本额定动载荷,径向 |
| C0r | 11500 N | 基本额定静载荷,径向 |
| Cur | 600 N | 疲劳极限载荷,径向 |
| nG | 5400 1/min | 极限转速 |
| f0 | 15,2 | 计算系数 |
如何降低FAG轴承的噪音
如何降低FAG轴承的噪音
- 降低FAG轴承外表磨削时的振动
FAG轴承获得良好的外表加工形状精度和外表纹路质量为降低振动,磨超机床必须具有良好的抗振性,床身等重要结构件具有吸振性,超精机床的油石振荡系统具有良好的抗振动性能;提高磨削速度,国外磨削FAG轴承外滚道普遍采用6万电主轴,磨削速度60m/h以上,国内一般低得多,主要受FAG主轴承性能的限制。
FAG轴承高速磨削时,磨削力小,磨削变质层薄,不容易烧伤,又可以提高加工精度和效率,对低噪声球轴承影响很大;主轴动静刚度及其速度特性对低噪声球轴承磨削振动影响很大,刚度越高,磨削速度对磨削力的变化越不敏感,磨削系统振动越小;提高主轴FAG轴承支刚性,采用随机动平衡技术,提高磨削主轴的抗振性。国外磨头振动速度(如Gamfior)约为国内一般主轴的十分之一;提高砂轮油石的切削性能及修整质量至关重要。国内目前砂轮油石主要问题是组织结构均匀性差,严重影响低噪声球轴承磨超加工质量;充分领取额,提高过滤精度;提高精给系统的进给分辨率,降低进给惯性;合理的磨超加工工艺参数和加工流程是不可忽视的因素,磨削留量要小,形位公差从严,中小型球轴承外径不宜用超精研,粗精磨超不宜分开,以保证良好的外表质量。
- 提高FAG轴承加工基准面精度
降低FAG轴承磨超加工过程中的误差复映外径与端面是磨超加工过程中的定位基准。外径对沟道超精的误差复映是通过外径对沟磨,沟磨对沟超的误差复映间接传递的如果工件在传送过程中发生磕碰伤,将直接复映到滚道加工外表上,影响FAG轴承振动。所以必需采取以下措施:提高定位基准外表形状精度;加工过程中传递平稳,无磕碰伤;毛坯留量形位误差不能过大,特别是留量较小时,过大误差会造成终磨和超精结束时形状精度尚未改善到最终的质量要求,严重影响加工质量的一致性。